
Станок для лущения фанеры: обзор конструкции и функций
2025-07-30
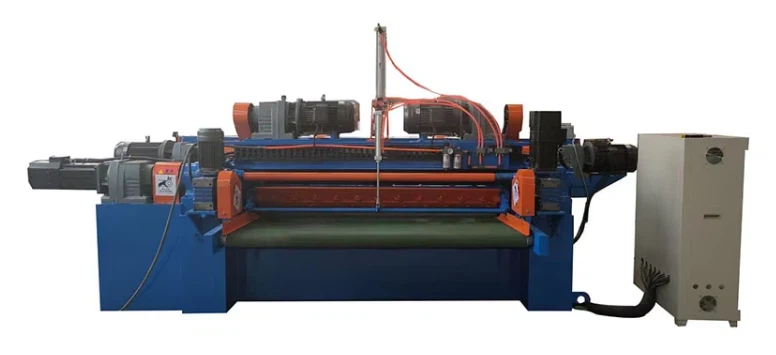
Лущильный станок — важнейшее оборудование в производстве фанеры, используемое для лущения бревен в непрерывные тонкие листы шпона. Его конструкция напрямую влияет на качество шпона, однородность толщины и эффективность производства. Ниже представлено подробное описание его основных компонентов и функций.
- Рама машины (станина)
- Функция: обеспечивает структурную поддержку и устойчивость.
- Основные характеристики:
- Изготовлены из высокопрочного чугуна или сварной стали для устойчивости к вибрации.
- Прецизионные направляющие обеспечивают плавное перемещение режущей каретки и шпинделя.
- Шпиндельная система (зажимной механизм)
- Функция: удерживает и вращает бревно во время лущения.
- Основные компоненты:
- Зажимной патрон: гидравлический или механический зажим для бревен различного диаметра.
- Приводной вал: приводится в действие электродвигателем (часто с регулируемой частотой).
- Задняя бабка: регулируется для совмещения со шпинделем, некоторые модели оснащены гидравлическим центрированием.
- Система режущей каретки
- Функция: контролирует движение и угол наклона ножа для точной толщины шпона.
- Критические элементы:
- Нож для зачистки: изготавливается из высокотвердой легированной стали, требующей острых кромок.
- Прижимная планка: работает совместно с ножом, сводя к минимуму расщепление шпона и контролируя растрескивание обратной стороны.
- Механизм подачи: использует ходовой винт или гидравлическую систему для продвижения ножа за один оборот (определяя толщину шпона).
- Регулировка угла: устанавливает угол наклона ножа (обычно 0,5°–3°) для разных пород древесины.

- Система привода
- Источник питания:
- Главный двигатель: приводит в движение шпиндель (15–75 кВт, в зависимости от размера станка).
- Вспомогательные двигатели: управление скоростью подачи, регулировка прижимной планки и т. д.
- Типы трансмиссии:
- Зубчато-цепной привод (традиционный).
- Гидравлический привод (современный, более плавное регулирование скорости).
- Система управления
- Функция: автоматизация операций и регулировки параметров.
- Современные особенности:
- Управление ПЛК или ЧПУ с сенсорным экраном HMI.
- Автоматическая регулировка толщины, скорости и давления.
- Диагностика неисправностей и сигнализация.
- Вспомогательные системы
- Намотчик шпона/конвейер: собирает непрерывные листы шпона (некоторые машины оснащены автоматическими намотчиками).
- Система смазки: обеспечивает бесперебойную работу направляющих и подшипников.
- Пылеудаление: удаляет древесную стружку, обеспечивая чистоту на рабочем месте.
- Механизм регулировки толщины
- Принцип: Подача ножа за один оборот определяет толщину шпона (например, 2 мм за оборот для шпона толщиной 2 мм).
- Высокоточные модели: используют замкнутую обратную связь для обеспечения точности в пределах ±0,02 мм.
Краткое описание рабочего процесса
- Загрузка: Окоренные и размягченные бревна устанавливаются на шпиндель.
- Выравнивание: задняя бабка регулируется для обеспечения параллельного позиционирования.
- Лущение: бревно вращается, а нож подается вперед, производя непрерывный шпон.
- Выход: Шпон собирается с помощью конвейера или намоточной системы.
Тенденции отрасли
- Интеллектуальная технология: автоматическое обнаружение дефектов бревен и адаптивная настройка параметров.
- Высокая эффективность: скорость до 500 м/мин, быстрая смена лезвий.
- Экологичность: малошумная конструкция, энергоэффективные двигатели.
Понимание конструкции станка помогает оптимизировать производительность — регулярное обслуживание ножей, калибровка прижимной планки и правильная смазка продлевают срок службы и улучшают качество шпона.









